







قفسه آرماتور یکی از اجزای کلیدی در ساختارهای بتنی مدرن است که با هدف ارتقاء مقاومت کششی و جلوگیری از ترکخوردگیهای ناشی از نیروهای کششی در بتن، بهصورت شبکهای از میلگردهای فولادی در قالب یک چارچوب منظم تولید میشود. این قفسهها نه تنها در پروژههای ساختمانی بزرگ، بلکه در سازههای کوچکتری همچون پلهای پیشساخته، فونداسیونهای صنعتی و سازههای ویژه نیز کاربرد گستردهای دارند.
مواد اولیه و انتخاب میلگرد
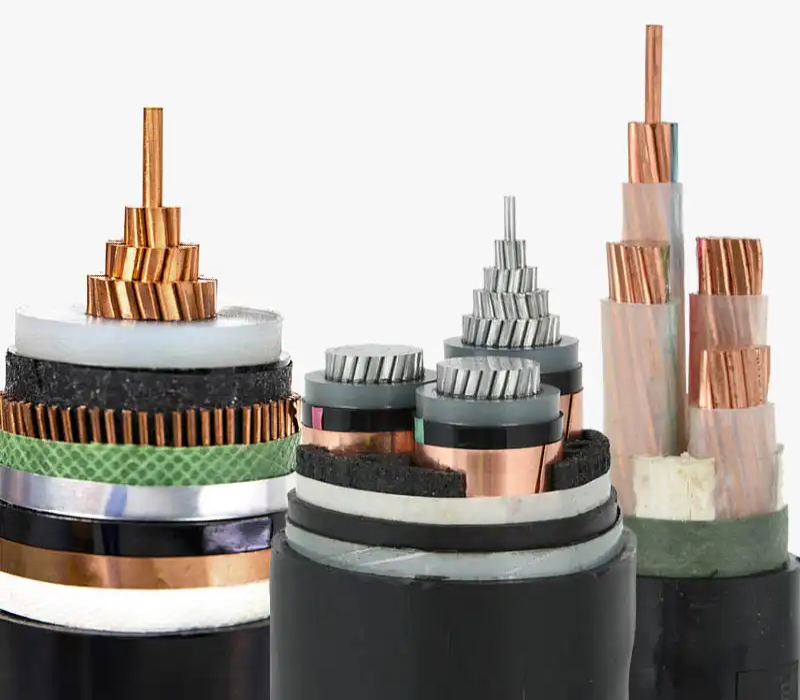
برای ساخت قفسه آرماتور، استفاده از میلگردهای فولادی با استانداردهای ملی (مانند ASTM A615 یا استانداردهای ایران) الزامی است. این میلگردها باید دارای ویژگیهای مکانیکی مشخصی شامل حد کشش حداقل ۴۰۰ MPa، انعطافپذیری کافی و مقاومت در برابر خوردگی باشند. در پروژههای حساس، از میلگردهای پوششدار یا گالوانیزه برای افزایش دوام در محیطهای رطوبتی یا خورنده استفاده میشود.
استانداردهای کیفیت
قبل از ورود به مرحله تولید، تمام میلگردها تحت آزمونهای مکانیکی (تست کشش، خمبرداری) و شیمیایی (تحلیل ترکیب شیمیایی) قرار میگیرند تا اطمینان حاصل شود که با مشخصات فنی مورد نیاز مطابقت دارند. این فرآیند نه تنها کیفیت نهایی قفسه را تضمین میکند، بلکه خطر نقص ساختاری را بهطور قابل توجهی کاهش میدهد.
طراحی و برنامهریزی
طراحی قفسه آرماتور بر پایه نقشههای سازهای مهندسان عمران صورت میگیرد. در این مرحله، فاصله بین میلگردها (معمولاً ۱۵ تا ۲۵ سانتیمتر)، قطر میلگردها (از ۱۲ mm تا ۲۵ mm) و نحوه اتصال آنها (گرهزنی یا جوش) تعیین میشود. نرمافزارهای CAD و BIM برای شبیهسازی دقیق شبکه آرماتور و پیشبینی رفتار سازه تحت بارهای مختلف بهکار گرفته میشوند.
فرآیند برش و شکلدهی میلگرد
پس از تأیید طراحی، میلگردها بهوسیله دستگاههای CNC یا دستگاههای برش خودکار به طولهای مورد نیاز برش میشوند. در این مرحله، دقت برش بسیار مهم است؛ زیرا هر گونه انحراف میتواند باعث عدم تطابق دقیق در مرحلهٔ مونتاژ شود. سپس، با استفاده از خمکارهای هیدرولیکی یا الکترومکانیکی، میلگردها به شکلهای منحنی مورد نیاز (مانند قوسهای نیمدور یا زوایای ۹۰ درجه) در میآیند.
پیشتجمیع قطعات
میلگردهای برشخورده و خمشده در بخشهای مختلف قفسه بهصورت مجموعههای کوچکتر (مانند ردیفهای افقی و عمودی) گروهبندی میشوند. این قطعات پیشتجمیع شده، برای مرحلهٔ گرهزنی یا جوش آماده میشوند. در بسیاری از پروژهها، گرهزنی با استفاده از سیمپوش یا گرهزنی مکانیکی انجام میشود؛ در حالی که در سازههای با بارهای بحرانی، جوشکاری نقطهای یا جوشهای آرک با محافظت از حرارت به کار میرود.
جوشکاری و گرهزنی نهایی
در این مرحله، تمام قطعات پیشتجمیع شده با یکدیگر ترکیب میشوند تا قفسهٔ کامل شکل بگیرد. برای جوشکاری، استانداردهای AWS یا ISO مربوطه رعایت میشود؛ بهطوری که هر جوش باید تحت آزمونهای تصویری (UT) یا تستهای نفوذپذیری (PT) بررسی شود. گرهزنی نیز باید بهصورت دقیق انجام شود تا هیچگونه فاصلهای بین میلگردها باقی نماند.

کنترل کیفیت نهایی
پس از تکمیل قفسه، یک سری آزمونهای کنترل کیفیت انجام میگیرد. این آزمونها شامل:
- آزمون فشاری: بررسی توان تحمل فشار و استحکام کلی قفسه.
- آزمون ارتعاشی: ارزیابی رفتار دینامیکی در مواجهه با بارهای متناوب.
- بازرسی بصری: شناسایی هرگونه عیوب سطحی، ترک یا نقص در جوش.
نتایج این آزمونها بهصورت گزارشهای فنی مستند میشوند و در صورت عدم تطابق با معیارهای تعیینشده، قفسه برای اصلاح یا بازسازی ارسال میشود.
نقش پوششهای حفاظتی
برای افزایش دوام قفسه در محیطهای خورنده، پس از تمام مراحل تولید، از پوششهای حفاظتی نظیر رنگهای اپوکسی، پلیاورتن یا پوششهای گالوانیزه استفاده میشود. این پوششها نه تنها از زنگزدگی جلوگیری میکنند، بلکه مقاومت در برابر سایش و اشعه UV را نیز بهبود میبخشند.
بستهبندی و حملونقل
قفسههای تکمیلشده پس از اعمال پوششهای حفاظتی، بهصورت بستههای استاندارد (معمولاً در قالب رول یا اسکافهای فلزی) بستهبندی میشوند. برای جلوگیری از آسیبهای مکانیکی در طول حملونقل، از فومهای محافظ یا جعبههای چوبی با تقویتهای فولادی استفاده میشود. همچنین، برچسبهای شناسایی شامل شماره سری، تاریخ تولید و گواهینامههای کیفیت بهصورت واضح بر روی بستهها قرار میگیرد.

نصب در محل ساخت
هنگام انتقال قفسه به سایت ساخت، تیمهای نصب با استفاده از جرثقیل یا بالابرهای هیدرولیکی قفسه را بهدقت در محل موردنظر قرار میدهند. پیش از نصب، سطح پایه (مانند قالب یا شالوده) باید صاف، تمیز و کاملاً ثابت باشد. سپس، قفسه با استفاده از بستهای فولادی یا پیچهای مخصوص بهصورت محکم بههم متصل میشود.
در نهایت، پس از نصب، بتنریزی در اطراف قفسه انجام میشود؛ بهطوری که میلگردها بهصورت کامل در دل بتن جای گیرند و ارتباط محکمی بین آرماتور و بتن ایجاد شود. این ترکیب، سازهٔ نهایی را قادر میسازد تا بهصورت همگن مقاومت کششی، فشاری و خمشی را تحمل کند.
نگهداری و بررسی دورهای
اگرچه قفسههای آرماتور بهدلیل استفاده از فولاد با کیفیت و پوششهای حفاظتی، عمر طولانی دارند، اما برای حفظ عملکرد بهینه، بازبینیهای دورهای ضروری است. این بازبینیها شامل بررسی ظاهر سطح، وجود زنگزدگی، ترکهای جوش یا هرگونه تغییر شکل ناشی از بارهای غیرمنتظره میباشد. در صورت شناسایی آسیب، تعمیر یا تعویض بخشهای آسیبدیده باید بلافاصله انجام شود تا خطر کاهش مقاومت سازه کاهش یابد.
مزایای استفاده از قفسه آرماتور پیشساخته
استفاده از قفسههای آرماتور تولید شده در کارخانه، نسبت به ساخت دستی در سایت مزایای فراوانی دارد، از جمله:
- سرعت بالا: زمان ساخت در محل بهطور قابلتوجهی کاهش مییابد.
- کیفیت ثابت: کنترل دقیقتری بر روی ابعاد، زاویهها و جوشها اعمال میشود.
- کاهش هزینه: هزینههای نیروی کار و خطاهای انسانی در سایت بهمرور کاهش مییابد.
- امنیت بیشتر: ریسک حوادث کاری در محیطهای کارگاهی بهدلیل شرایط ایمنتر کمتر است.
نتیجهگیری
قفسه آرماتور بهعنوان قلب ساختارهای بتنی، نقش حیاتی در افزایش استحکام، دوام و ایمنی ساختمانها ایفا میکند. از انتخاب دقیق میلگردهای با استانداردهای مناسب، مرور دقیق طراحی، تا فرآیندهای پیشرفته برش، خمکاری، جوشکاری و کنترل کیفیت، هر مرحلهای بهدقت برنامهریزی و اجرا میشود تا محصول نهایی بهصورت یک شبکهٔ فولادی منسجم و مقاوم در برابر نیروهای مختلف عمل کند. با رعایت اصول فوق، سازههای بتنی میتوانند با اطمینان در برابر چالشهای زمان و محیطهای سخت، عملکردی پایدار و ایمن داشته باشند.



نظرات کاربران