







گالوانیزه کردن قطعات فولادی یکی از مهمترین فرآیندهای محافظتی در صنعت ساخت و ساز است که با ایجاد لایهای از زنگنوشتی مقاوم، طول عمر محصولات فولادی را بهطور چشمگیری افزایش میدهد. این روش که بهویژه در پروژههای بزرگ عمرانی، پلسازی، مخازن آب و تجهیزات صنعتی کاربرد فراوانی دارد، نه تنها از هزینههای تعمیر و نگهداری کاست، بلکه بهعنوان یک راهحل سازگار با محیط زیست، مصرف مواد شیمیایی مخرب را بهحداقل میرساند.
گالوانیزه کردن چیست؟
در مفهوم پایه، گالوانیزه کردن بهمعنی پوشش دادن سطح فولاد با لایهای نازک از آلومینیوم یا زینک است. این پوشش بهصورت الکتروشیمیایی یا گرمغوطهوری (Hot‑Dip) انجام میشود و بهدلیل واکنش شیمیایی زینک با رطوبت هوا، یک سد حفاظتی فعال ایجاد میکند که از خوردگی زیرین فولاد جلوگیری میکند. در مقابل روشهای سنتی مانند رنگپاشی، گالوانیزه کردن دوام بیشتری دارد؛ زیرا لایه پوششی بهصورت یکپارچه و بهعمق میکروساختار فولاد نفوذ میکند.
مراحل اصلی گالوانیزه کردن
فرآیند گالوانیزه کردن معمولاً شامل چهار مرحله کلیدی است:
- تمیزکاری اولیه: حذف تمام آلودگیها، چربیها و رسوبات با استفاده از شستشوی شیمیایی یا مکانیکی.
- آسید کردن (Pickling): غوطهوری قطعه در محلول اسید برای حذف لایههای اکسید طبیعی فولاد.
- پوششزنی: غوطهوری در حمام زینک مذاب (در روش گرم) یا اعمال جریان الکتریکی در محلول الکترولیتی (در روش الکتروپلاس).
- خنکسازی و پسپردازش: سرد کردن تدریجی قطعه برای جلوگیری از تنشهای حرارتی و انجام عملیات نهایی مانند پاسivation برای بهبود مقاومت زنگزدگی.
انواع روشهای گالوانیزه
اگرچه گالوانیزه گرم (Hot‑Dip) شناختهشدهترین و پرکاربردترین روش است، اما تکنیکهای دیگری نیز وجود دارند که بسته به نیاز پروژه و خصوصیات فنی قطعه انتخاب میشوند.
- گالوانیزه گرم (Hot‑Dip Galvanizing)
- گالوانیزه الکتروپلاس (Electro‑Plating)
- گالوانیزه مکانیکی (Mechanical Galvanizing)
- گالوانیزه شیمیایی (Chemical Galvanizing)
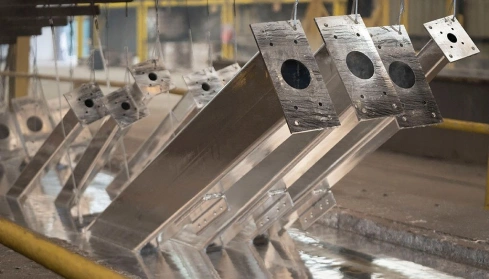
گالوانیزه گرم (Hot‑Dip)
در این روش، قطعات فولادی پس از تمیزکاری و آسید کردن، بهصورت کامل در حمام زینک مذاب با دمای حدود ۴۵۰ درجه سلسیوس غوطهور میشوند. لایهٔ زینک حاصل، بهصورت یک پوشش متراکم و یکنواخت بر روی تمام سطوح قطعه شکل میگیرد. این لایه نه تنها بهصورت فیزیکی مانع نفوذ رطوبت میشود، بلکه بهعنوان یک آندیک محافظ عمل میکند؛ به این معنی که در صورت شکست لایه پوششی، زینک بهسرعت اکسید میشود و از خوردگی فولاد زیرین جلوگیری میکند.

گالوانیزه الکتروپلاس (Electro‑Plating)
این روش بر پایهٔ اصل الکترولیز کار میکند؛ در آن قطعه بهعنوان قطب منفی در یک محلول الکترولیتی حاوی یونهای زینک قرار میگیرد و با عبور جریان الکتریکی، یونهای زینک بهسطح فولاد رسیده و لایهای نازک اما یکنواخت تشکیل میدهند. گالوانیزه الکتروپلاس برای قطعاتی با ابعاد کوچک یا شکلهای پیچیده که غوطهوری در زینک مذاب دشوار است، گزینهٔ مناسبی محسوب میشود.
مزایای گالوانیزه کردن قطعات فولادی
- افزایش طول عمر محصول: لایهٔ زینک باعث کاهش سرعت خوردگی تا چند دهه میشود.
- کاهش هزینههای نگهداری: نیاز به تعمیر یا تعویض کمتر، بهویژه در سازههای زیرساختی.
- پوشش یکنواخت: در روش گرم، تمام سطوح حتی نقاط دشوار دسترسیپذیر نیز پوشش میشوند.
- محافظت در برابر عوامل شیمیایی: مقاومت بالا در برابر اسیدهای ضعیف، نمک و رطوبت.
- سازگاری با محیط زیست: زینک پس از اتمام عمر محصول میتواند بهصورت بازیافت شده، دوباره در فرآیندهای صنعتی استفاده شود.
معایب و محدودیتهای گالوانیزه کردن
- هزینهٔ اولیه بالا بهخصوص برای گالوانیزه گرم در مقایسه با رنگپوشی ساده.
- وزن اضافی ناشی از لایهٔ زینک که ممکن است در برخی کاربردهای حساس به وزن، مشکلساز باشد.
- در برخی شرایط، لایهٔ زینک میتواند با ترکیبات شیمیایی خاص واکنش داده و بهسرعت فرسوده شود؛ بنابراین انتخاب صحیح نوع گالوانیزه برای هر محیط ضروری است.
- نیاز به کنترل دقیق دما و زمان غوطهوری؛ هرگونه ناهماهنگی میتواند منجر به ایجاد نقاط ضعف در پوشش شود.
موارد کاربرد رایج گالوانیزه
گالوانیزه کردن در صنایع مختلف بهصورت گستردهای بهکار گرفته میشود:
- ساختارهای فولادی در پروژههای پلسازی و راهسازی.
- قطعات ماشینآلات صنعتی نظیر فریمهای فشار، پایههای موتورها و شفتهای چرخدنده.
- تجهیزات کشاورزی شامل قفسهها، سبدهای حملونقل و سازههای حفاظتی.
- لوازم خانگی و دکوراسیون مانند دربها، پنجرهها و چارچوبهای مبلمان.
- مخازن ذخیرهسازی آب و فاضلاب که در معرض رطوبت دائم هستند.
استانداردها و نکات مهم برای تضمین کیفیت
برای اطمینان از کیفیت گالوانیزه، رعایت استانداردهای ملی و بینالمللی امری ضروری است. در ایران، استانداردهای ISIRI 2263 و ISIRI 2251 بهصورت دقیق بهمباحثی همچون ضخامت لایهٔ زینک، آزمونهای خوردگی و روشهای آزمون سطح میپردازند. نکات کلیدی شامل موارد زیر میباشند:
- تضمین تمیزی کامل سطح قبل از غوطهوری؛ هر گونه آلودگی میتواند نقاط ضعف ایجاد کند.
- کنترل دقیق دما و زمان غوطهوری؛ برای فولادهای مختلف ممکن است زمان و دمای متفاوتی نیاز باشد.
- انجام آزمونهای پوشش مانند آزمون کشش، آزمون خراش و آزمون شیمیایی برای تأیید ضخامت و چسبندگی لایه.
- استفاده از روشهای پسپردازش مانند پاسivation برای افزایش مقاومت به خوردگی در محیطهای خاص.
آینده گالوانیزه در صنعت ساخت و ساز
با پیشرفت فناوریهای نانو و توسعهٔ آلیاژهای ترکیبی، گالوانیزه کردن نیز در حال تحول است. روشهای نوین مانند گالوانیزه نانوذینکی که با استفاده از ذرات نانو زینک پوشش میدهند، قابلیت افزایش مقاومت به خوردگی و بهبود ویژگیهای مکانیکی را دارند. علاوه بر این، ترکیب گالوانیزه با سامانههای پوششدهی زینک‑آلومینیوم (Zn‑Al) میتواند بهعنوان راهحلی برای محیطهای شوری و صنعتی شناخته شود.

در نهایت، گالوانیزه کردن قطعات فولادی نه تنها بهعنوان یک فناوری محافظتی، بلکه بهعنوان یک سرمایهگذاری استراتژیک در بهبود بهرهوری و پایداری پروژههای ساختمانی محسوب میشود. با رعایت استانداردها، انتخاب صحیح روش گالوانیزه و بهرهگیری از نوآوریهای جدید، میتوان بهصورت قابلتوجهی هزینههای طولانیمدت را کاهش داد و سازههای مقاومتری را برای نسلهای آینده فراهم کرد.





نظرات کاربران